


 新能源超薄膜分切機(jī)
新能源超薄膜分切機(jī) pet薄膜分切機(jī)
pet薄膜分切機(jī) 薄膜分切機(jī)
薄膜分切機(jī) bopp薄膜分切機(jī)
bopp薄膜分切機(jī) 高速分切機(jī)
高速分切機(jī) 自動(dòng)分切機(jī)
自動(dòng)分切機(jī)服務(wù)熱線
180-5003-0233
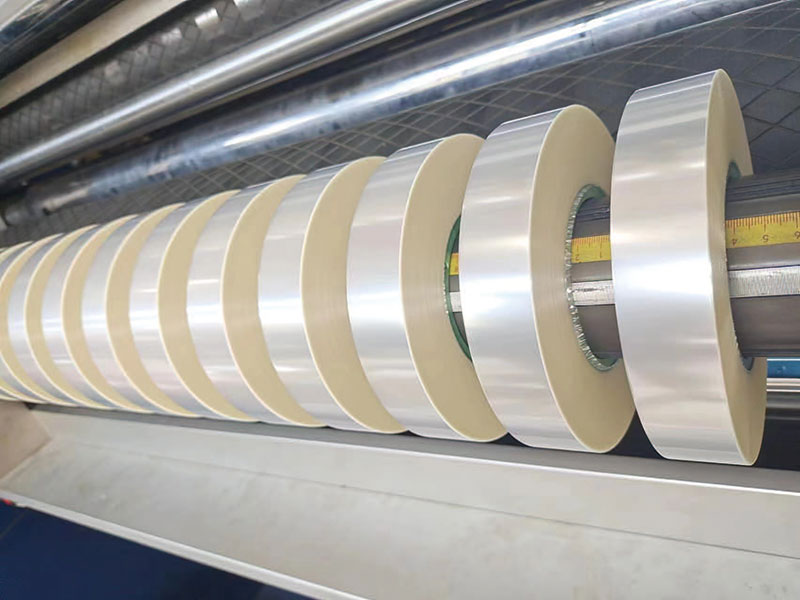
提升薄膜分切機(jī)的生產(chǎn)效率需要結(jié)合一鍵式自動(dòng)化操作和高速分切技術(shù),同時(shí)優(yōu)化設(shè)備性能和工藝流程。以下是關(guān)鍵優(yōu)化方向及具體措施:
1. 一鍵式操作:減少人工干預(yù),提高生產(chǎn)連續(xù)性
? 自動(dòng)參數(shù)預(yù)設(shè)
? 存儲(chǔ)不同薄膜(PE、PET、BOPP等)的分切參數(shù)(張力、速度、刀距),換料時(shí)一鍵調(diào)用,減少調(diào)試時(shí)間。
? 支持條碼/RFID掃描自動(dòng)匹配工藝方案(適合多品種生產(chǎn))。
? 快速換卷系統(tǒng)
? 自動(dòng)夾緊、對(duì)中、接膜,減少停機(jī)時(shí)間(傳統(tǒng)換卷需10~15分鐘,自動(dòng)化后可縮短至2~3分鐘)。
? 搭配預(yù)裝軸設(shè)計(jì),實(shí)現(xiàn)“離線備料”,進(jìn)一步縮短換卷間隔。
? 智能檢測(cè)與糾偏
? 光電/CCD傳感器實(shí)時(shí)監(jiān)測(cè)薄膜邊緣,自動(dòng)糾偏(精度±0.1mm),避免分切跑偏導(dǎo)致的廢料。
? 自動(dòng)報(bào)警并暫停生產(chǎn)(如檢測(cè)到氣泡、劃痕等缺陷)。
2. 高速分切:提升設(shè)備運(yùn)行效率
? 高剛性結(jié)構(gòu)設(shè)計(jì)
? 采用伺服電機(jī)直驅(qū)刀軸,分切速度可達(dá)600~1200m/min(傳統(tǒng)設(shè)備通常300~500m/min)。
? 加強(qiáng)型機(jī)架和空氣軸承支撐,減少高速振動(dòng)對(duì)分切精度的影響。
? 動(dòng)態(tài)張力控制
? 閉環(huán)張力系統(tǒng)(磁粉制動(dòng)器+張力傳感器),確保高速分切時(shí)薄膜不拉伸、不起皺(尤其對(duì)超薄膜至關(guān)重要)。
? 分段張力調(diào)節(jié):放卷、牽引、收卷區(qū)域獨(dú)立控制。
? 高效刀具系統(tǒng)
? 金剛石涂層圓刀或氣動(dòng)刀片,壽命延長3倍以上,減少換刀頻率。
? 自動(dòng)磨刀裝置(選配),保持刀刃鋒利度。
3. 生產(chǎn)流程優(yōu)化
? 聯(lián)機(jī)自動(dòng)化
? 與上游擠出機(jī)/涂布機(jī)、下游包裝機(jī)聯(lián)動(dòng),形成連續(xù)生產(chǎn)線,減少中間搬運(yùn)。
? 對(duì)接MES系統(tǒng),實(shí)時(shí)監(jiān)控產(chǎn)量、故障、能耗等數(shù)據(jù)。
? 分切策略優(yōu)化
? 多刀同步分切:?jiǎn)未畏智卸鄺l(如1.5m寬膜分切為10×150mm),提升單位時(shí)間產(chǎn)出。
? 可變寬度分切(需伺服刀架):同一卷膜按訂單需求切換不同寬度,減少換單停機(jī)。

4. 維護(hù)與培訓(xùn)
? 預(yù)防性維護(hù)
? 定期潤滑導(dǎo)軌、檢查皮帶張力,避免高速運(yùn)行下的機(jī)械磨損。
? 使用振動(dòng)監(jiān)測(cè)系統(tǒng)預(yù)測(cè)軸承故障。
? 操作員培訓(xùn)
? 重點(diǎn)培訓(xùn)緊急停止、參數(shù)微調(diào)及異常處理(如薄膜斷裂快速恢復(fù))。
5. 適用場(chǎng)景與效益對(duì)比
| 場(chǎng)景 | 傳統(tǒng)分切機(jī) | 一鍵式高速分切機(jī) |
| 換卷時(shí)間 | 10~15分鐘 | 2~3分鐘(自動(dòng)化換卷) |
| 分切速度 | 300~500m/min | 600~1200m/min |
| 每日產(chǎn)量(8小時(shí)) | 約5噸 | 約8~12噸(提升60%~140%) |
| 操作人員需求 | 2人 | 1人(兼顧多臺(tái)設(shè)備) |

總結(jié)
通過一鍵式操作+高速分切技術(shù),薄膜分切機(jī)可實(shí)現(xiàn):
1. 效率提升:速度翻倍,換單時(shí)間減少80%;
2. 成本降低:人工和廢料率雙降;
3. 柔性生產(chǎn):快速響應(yīng)小批量、多規(guī)格訂單。
選型建議:優(yōu)先選擇具備伺服驅(qū)動(dòng)、自動(dòng)張力控制和物聯(lián)網(wǎng)接口的機(jī)型,以適應(yīng)未來智能化升級(jí)需求。



Copyright © 2010-2025,Xiamen Delish Automation Equipment Co.,Ltd. All Rights Reserved. 以改變,應(yīng)萬變
閩公網(wǎng)安備35021202000612號(hào)|閩ICP備2023012326號(hào)