
 燙金紙分切機
燙金紙分切機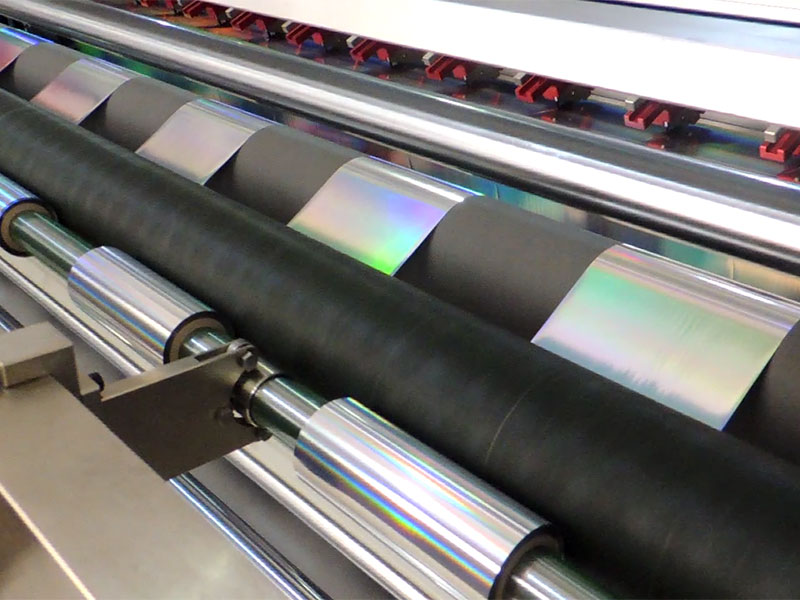 電化鋁分切機
電化鋁分切機 燙金箔分切機
燙金箔分切機服務熱線
180-5003-0233
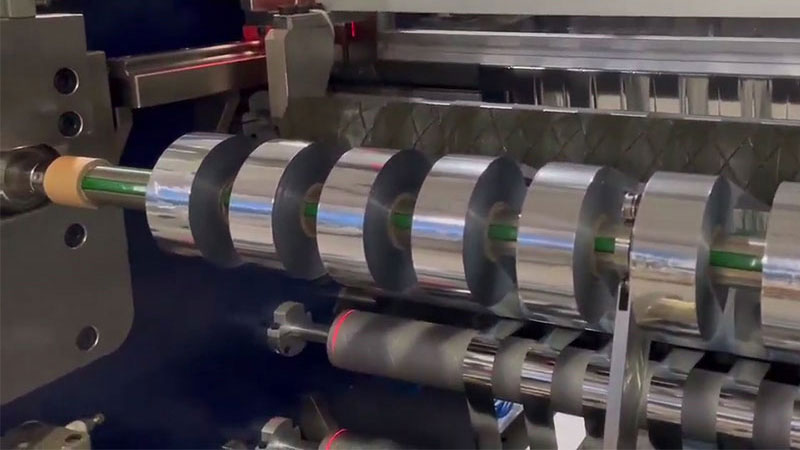
微米級分切燙金箔時保證邊緣平整無毛刺,需要從設備精度、工藝參數(shù)、材料特性及環(huán)境控制等多方面綜合優(yōu)化。以下是關鍵技術(shù)要點:
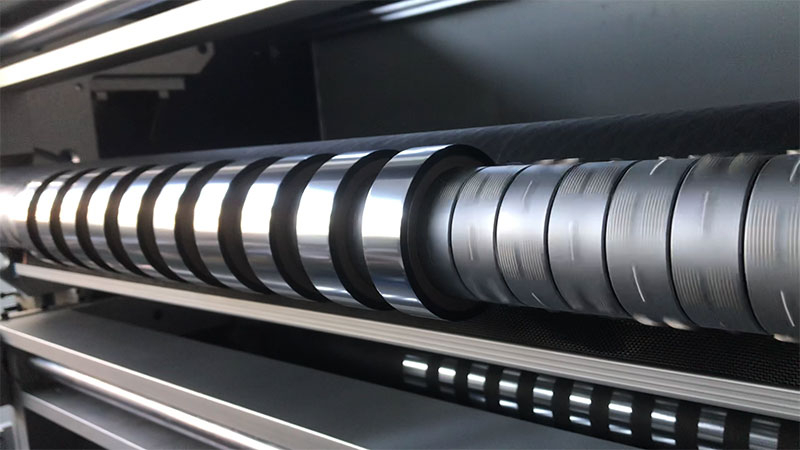
1. 高精度分切設備
? 刀具系統(tǒng):
? 采用金剛石或超硬合金刀具,刃口需鏡面拋光(粗糙度≤0.1μm),刃口角度通常為20°~30°,確保鋒利度。
? 動態(tài)平衡刀具主軸(轉(zhuǎn)速誤差<0.001%),避免振動導致的毛刺。
? 對刀系統(tǒng):
? 伺服電機+光柵尺閉環(huán)控制,定位精度需達±1μm,重復分切誤差<±2μm。
? 氣浮或磁懸浮導軌減少機械摩擦,確保刀具直線運動平穩(wěn)性。
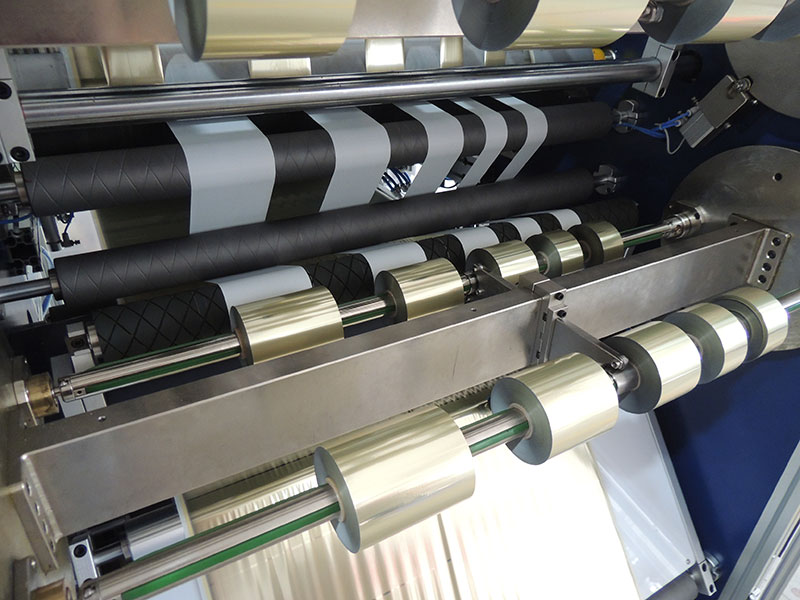
2. 張力控制
? 多段閉環(huán)張力控制:
? 放卷→牽引→收卷采用PID調(diào)節(jié),張力波動需<0.5N(如日本三菱張力控制器)。
? 預張力設定為材料抗拉強度的5%~10%(如PET基箔通常為2~5N/mm2)。
? 糾偏系統(tǒng):
? 光電傳感器+EPC糾偏,精度±0.1mm,防止材料跑偏導致切邊不均。
3. 工藝參數(shù)優(yōu)化
? 分切速度:
? 根據(jù)材料厚度調(diào)整:12μm金箔分切速度建議30~50m/min,過高速易導致熱積累毛刺。
? 刀具壓力:
? 壓力范圍0.2~0.8MPa(如日本小森分切機),需通過壓力傳感器實時反饋調(diào)節(jié)。
? 溫度控制:
? 刀頭冷卻系統(tǒng)(20±1℃)防止熱變形,環(huán)境濕度控制在45%~55% RH。
4. 材料處理
? 基材預處理:
? 鍍鋁層厚度均勻性需<±3%(可通過磁控濺射工藝控制)。
? 分切前24小時恒溫恒濕環(huán)境(23±1℃)平衡材料應力。
? 離型劑匹配:
? 硅油離型劑涂布量1.2~1.5g/m2,避免分切時涂層剝離不均。
5. 質(zhì)量檢測與反饋
? 在線檢測系統(tǒng):
? 激光輪廓儀實時監(jiān)測邊緣毛刺高度(閾值設定≤5μm)。
? 機器視覺檢測系統(tǒng)(分辨率2μm)識別微觀缺損。
? 后處理:
? 離子風刀清潔切屑,或采用靜電吸附除塵。
6. 維護與校準
? 每8小時刀具刃磨(保持Ra≤0.05μm),每500km分切長度強制更換刀具。
? 激光干涉儀每周校準設備直線度(誤差<1μm/m)。
通過上述技術(shù)組合,可實現(xiàn)燙金箔分切毛刺高度控制在5μm以內(nèi),滿足高端包裝(如煙標、奢侈品)的工藝要求。實際生產(chǎn)中需根據(jù)材料批次動態(tài)調(diào)整參數(shù),建議通過DOE(實驗設計)確定最優(yōu)工藝窗口。



Copyright © 2010-2025,Xiamen Delish Automation Equipment Co.,Ltd. All Rights Reserved. 以改變,應萬變
閩公網(wǎng)安備35021202000612號|閩ICP備2023012326號